


High precision cylindrical and non-circular grinding
For 50 years, the Dutch manufacturer of portal milling machines and machining centers Unisign has been realizing machine concepts that are constructively adapted to special machining requirements. An in-house production depth of over 80% ensures that the know-how remains within the company. Among other things, all workpieces requiring high precision are manufactured in-house. In the field of grinding, the company relies on the Swiss grinding machine specialist Kellenberger.
When Bart van Ruth founded his design office exactly 50 years ago, he had the goal to find technological solutions for productivity improvements. The development of his first own product, a vertical, column-moving CNC drilling machine with a fixed machine bed, brought success especially on the German market. In 1988, the first gantry milling machine for 5-sided machining of workpieces was presented.
Today, Unisign portal machines, travelling column machines and multitask machining centers go to logistics and energy companies, commercial vehicle manufacturers and general engineering all over the world, a large proportion of them as special machines. The range of parts machined on these machines includes truck front and rear axles, chassis side rails, lift mast profiles, excavator frames, crane beams and railroad bogie frames, which are often produced in a single clamping operation on Unisign machines. The machining length of the machines often exceeds 25 m – understandable in view of these workpieces. Among other things, pumps and valves for the oil and gas industry and sophisticated components for energy plants such as turbines or wind power plants are machined on Unisign machining centers.
Innovative technologies have always played an important role for Unisign. This tradition is continued by Paul van Ruth, who has been managing the company in the second generation since 2008. The Unisign Technology Center houses a research and development department where new machine concepts that offer solutions for special machining problems are continuously developed. The production and assembly hall, which is also located there, is often used for test machining for customers.
“Here, we can impressively demonstrate the performance of our machines,” says Operations Manager Paul Lennaerts, who is responsible for design, production, purchasing and assembly. The mechanical engineer has been with the company since 1991 and worked in customer service for a long time in the beginning. “We show customers how our machines can increase productivity in a manufacturing operation,” Lennaerts continues, adding, “In our own production, we manufacture the components for our machines mainly on Unisign machines, at least that goes for the turning, milling and drilling processes. For other machining operations, we use machines from manufacturers whose quality awareness is similar to ours, as we experience with Kellenberger, for example.”
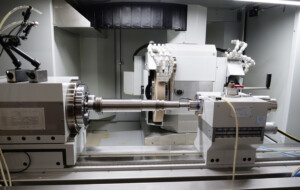
View into the generously dimensioned working area of the KELLENBERGER 1000
For grinding operations on high-precision parts such as tie rods, mandrels and spacer rings, a Kellenberger KEL-VARIA (the predecessor model of the premium KELLENBERGER 1000 series) with Heidenhain control was purchased back in 2003. The performance spectrum of these machines is oriented to the high demands of precision production of prototypes as well as small and medium series. A solid machine table with a reinforced machine bed brings very high static and dynamic rigidity and stability, both decisive factors for the highest machining and surface quality, high precision and great productivity.
In 2021, another Kellenberger grinding machine, a KELLENBERGER 1000, was purchased, partly for capacity reasons and partly due to the growing performance requirements. René van der Peet from the sales company BMT Machine Tools BV, which has been representing the Kellenberger, Hardinge and Bridgeport brands belonging to the US Hardinge Group in the Netherlands for many years, acted as specialist consultant in this case. He expertly guided the selection process for the new machine. “We weigh all parameters very carefully when buying a machine and leave nothing to chance,” says Paul Lennaerts. “Our workpieces vary greatly in size and type of machining, and we mainly machine small batches and individual parts, which means the machine must be very flexible, plus ensure high production and process reliability.”

René van der Peet (BMT), Paul Lennaerts and Jan Litjens (both Unisign) in front of the KELLENBERGER 1000
The KELLENBERGER 1000 is equipped with hydrostatic guides in all main axes for maximum form accuracy in grinding tasks with interpolating axes. The CNC-controlled B-axis for the grinding head is hydrostatic and thus wear-free. It has a direct drive with water-cooled high-torque motor and angle encoder with 0.1″ resolution. The turret grinding head thus swivels about three times faster and positions with an accuracy of less than one angular second. This reduces non-productive times and increases productivity, especially when machining requires the swiveling in of different grinding wheels.
From the optionally available center widths of 1,000/1,600 mm and center heights of 200/250 and 300 mm for the KELLENBERGER 1000, they decided on a machine with a 1,600 mm center width and a center height of 250 mm. “The KEL-VARIA also has these dimensions. We make full use of the working space when grinding long mandrels,” says Paul Lennaerts. Of the more than 30 different grinding head variants with external and internal grinding spindles that are available as standard for the KELLENBERGER 1000 and cover every machining requirement, Unisign chose the UR 1-6-7 grinding head arrangement with an external grinding spindle and two high-frequency internal grinding spindles with speeds of max. 42,000 rpm and 60,000 rpm, respectively.
The purchase of the KELLENBERGER 1000 was well prepared with various grinding tests at the Kellenberger factory in St. Gallen. Among the acceptance parts were Capto C8 receptacles. These receptacles are among the parts that Unisign manufactures in-house. The necessary grinding know-how for the Capto tool holders was supplied by Kellenberger together with the machine after the grinding tests. “That helped us a lot at the beginning,” says Paul Lennaerts. “AVN, our partner for abrasives, has also been very involved in the matter.”
Jan Litjens, a trained grinder, operates the KEL-VARIA and the KELLENBERGER 1000.
Both are equipped with a Heidenhain control and Kellenberger software.
The KELLENBERGER 1000 is equipped with a Heidenhain GRINDplus640 control and the Kellenberger RED Solution software, which includes a GRAPHIC Guide for program creation based on 2D component drawings incl. DXF import, as well as support by form and technology editor and the program sequence visualization ICON-Guide for free program design based on ISO. The latter is required for non-circular as well as profile grinding (e.g. threads). Additionally, the Heidenhain Non-Circular Grinding module was purchased.

The KELLENBERGER 1000 has hydrostatic guides in all main axes for the highest form accuracies in grinding tasks with interpolating axes.
“We are very satisfied with the new machine”, Paul Lennaerts sums up. “It has given us the required increase in performance. And we also appreciate the Kellenberger machine service, which has short distances due to a location in the Netherlands. We additionally opted for the remote diagnostics module with integrated IT security, which is used to resolve minor malfunctions. Overall, Kellenberger is not only a machine supplier for us, but also a good consultant for manufacturing processes in the grinding sector.”
The Kellenberger company has now moved from its former headquarters in St. Gallen to Goldach on Lake Constance. On this occasion, the Voumard and Hauser brands belonging to Kellenberger as well as the application center from Studen have also been moved to the new location. In the large, modern production hall, a Unisign UNIPORT 6000-P gantry milling center for machining large components for Kellenberger machines has recently started work.