

Centerless Grinding rethought –Innovative Machining Concept for thin-walled round Workpieces
When bearing manufacturers are looking for a machining solution that delivers maximum precision with repeat accuracy and is also economical, all roads lead to Switzerland. One of the companies based there is the grinding specialist Kellenberger, whose production concept on a VOUMARD 1000 has completely won over leading companies in the bearing industry.
When it comes to precision machining of thin-walled sleeves or rings that are to be ground internally and externally in a single clamping operation, an intelligent clamping solution is required above all. This is because thin-walled workpieces, such as roller bearing rings, must not be deformed during clamping. At the same time, the clamping system must ensure absolute concentricity of the outer diameter to the inner diameter during machining.
The most obvious clamping solution is of course a magnetic chuck, which serves to fix the workpiece on the face side and generates the workpiece speed. However, especially with thin-walled rings with a very small contact surface to the magnet, it can be difficult to build up the necessary static friction so that the workpiece is not pushed out of position by the grinding forces. The workpiece must also be centered on the chuck, which takes quite some time and requires operator intervention.
To counter this, two adjustable support shoe devices are used to keep the workpiece centered in rotation during the grinding process. They also counteract the grinding force exerted by the grinding wheel and the force of gravity. This variant of centerless grinding is known as “shoe-type centerless grinding”, but is casually called “shoe grinding”.
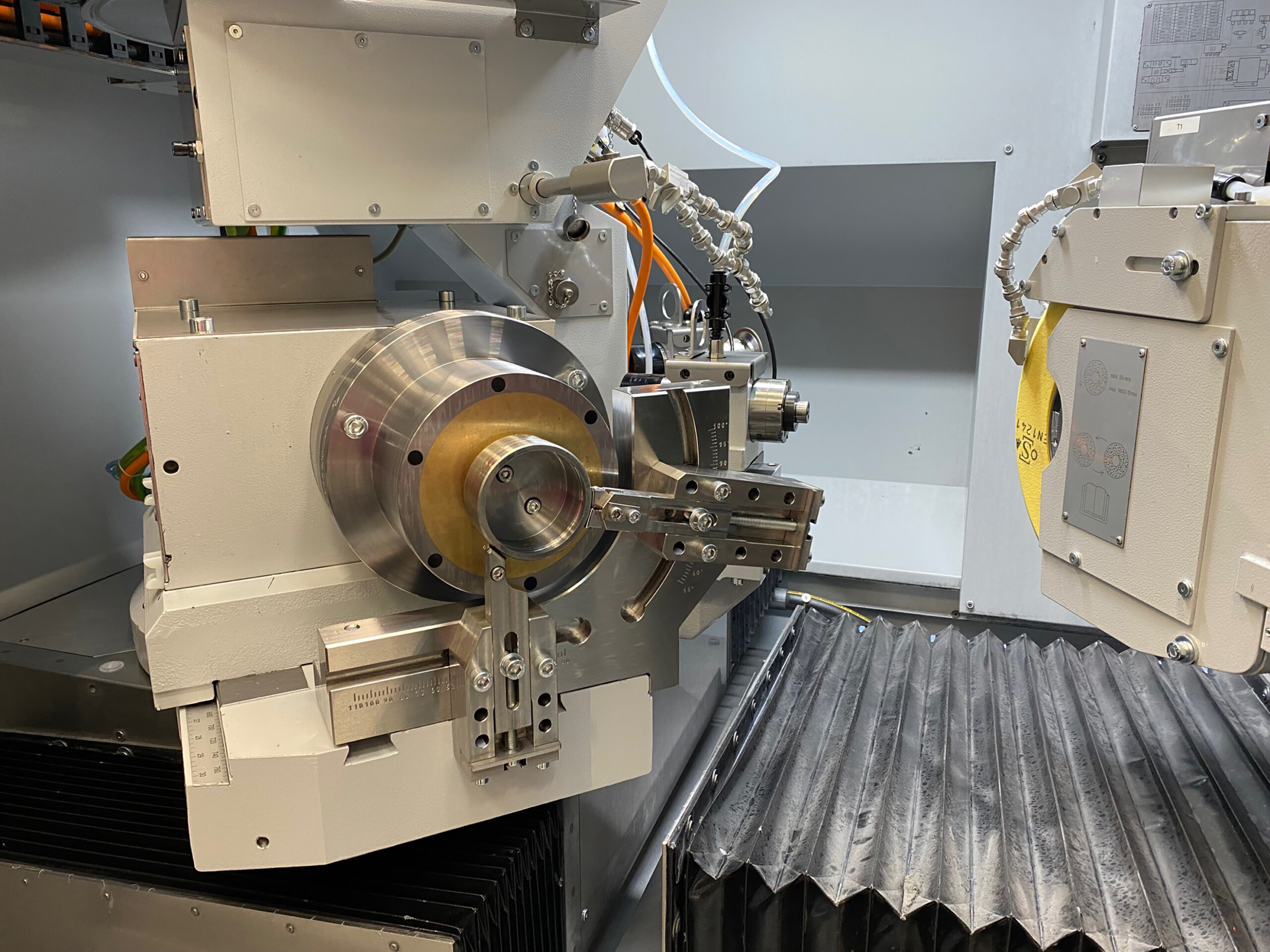
Exemplary clamping device for bearing production: magnetic chuck and support shoe device
Shoe-type centerless grinding is a special variant of centerless grinding. It enables, for example, precise machining of the outer and inner form surfaces of bearing rings in a single clamping operation. In this process, the magnet forms the stop for the workpiece in the axial direction, as in normal work with the magnetic chuck. In the radial direction, the workpiece is supported by the shoe fixtures, which enable very precise positioning and support. The workpiece can therefore be inserted without alignment. The rotation of the workpiece during machining results in a stable position.

Like the KELLENBERGER machines, the VOUMARD 1000 has hydrostatic guides in all axes. These highly dynamic linear axes are backlash-free for positioning accuracies in the nano range. This means that workpieces can be ground extremely precisely with maximum repeat accuracy and machine availability over the entire service life of the machine. Minimal maintenance costs, improved machine availability, and greater contour accuracy and process reliability are further advantages.”
High flexibility due to two B axes and grinding spindle head
The special features of the VOUMARD 1000 are the two high-precision hydrostatic B-axes: B1 axis with spindle turret, B2 axis with table turret. The two swiveling B axes also carry out all the necessary movements of the dressing and measuring devices. The spindle turret on the B1 axis is equipped with a uniquely compact grinding spindle head with a flexible grinding spindle arrangement. Spindles and measuring sensors can thus be optimally positioned and allow the machining of almost any workpiece shape as well as the execution of several internal and external grinding processes in a single clamping. When grinding roller bearings, the grinding head is equipped with an external grinding wheel, an internal grinding spindle and a measuring device.

Unique machine concept: The patented B2 axis with table turret of the VOUMARD 1000
The high-precision hydrostatic B-axes and the exceptional stability of the machine were ultimately decisive and completely won over the customer. During the factory visit in Goldach, Switzerland, the requirements for the grinding process for the bearing rings were specified once again and the dimensional accuracy, roundness and cylindricity were defined.
The required dimensional accuracy in the outer diameter is D100 ± 2 µm / D40 ± 1.5 µm, in the inner diameter D100 ± 2.5 µm / D40 ± 2 µm. Required roundness inside and outside < 0.7 µm and cylindricities of < 1 µm. Another requirement was the ability to measure during grinding (in-process measurement). This was also fulfilled with the innovative design of the spindle head and clamping device.
The tests at Kellenberger resulted in form accuracies during dressing (without radius dresser) of <1.5 µm, form accuracies of the bearing running surfaces of <2 µm (with forming roller), <1.5 µm (with radius dresser) and a coaxiality of < 2.3 µm, thus fully meeting the requirements for the geometry.
“Our customers had already had very good experiences with the special grinding machine manufacturer USACH, which is part of our group, and also with the Voumard machines that were already in operation at the factory,” Kellenberger CSO Marcel Hollenstein explains. “From a technical point of view, the flexibility and collision-free nature of the kinematics concept and the two hydrostatic B-axes were particularly impressive. And, of course, the accuracy of the process. Satisfaction was also very high in terms of sales, engineering support and service.” He adds: “Although we were at the upper price limit with the VOUMARD 1000 and our innovative clamping device design, we were awarded the contract for several machines. Our concept was convincing right down the line.”