


Hochpräzise Rund- und Unrundschleifen
Seit 50 Jahren verwirklicht der niederländische Hersteller von Portalfräsmaschinen und Bearbeitungszentren Unisign Maschinenkonzepte, die konstruktiv auf spezielle Bearbeitungsanforderungen abgestimmt sind. Eine Fertigungstiefe von über 80% sorgt dafür, dass das Know-how im Unternehmen bleibt. In-house gefertigt werden unter anderem alle Werkstücke, bei denen die Anforderung Hochgenauigkeit heißt. Im Bereich Schleifen vertraut man auf den Schweizer Schleifmaschinenspezialisten Kellenberger.
Was Bart van Ruth vor genau 50 Jahren bei der Gründung seines Konstruktionsbüros antrieb, war das Bestreben, technologische Lösungen für Produktivitätsverbesserungen zu finden. Mit der Entwicklung des ersten eigenen Produkts, einer vertikalen, säulenbeweglichen CNC-Bohrmaschine mit festem Maschinenbett, kam der Erfolg vor allem auf dem deutschen Markt. 1988 wurde die erste Portalfräsmaschine für die 5-Seitenbearbeitung von Werkstücken präsentiert.
Heute gehen Unisign Portalfräsmaschinen, Fahrständermaschinen und Multitask-Bearbeitungszentren an Logistik- und Energieunternehmen, an Nutzfahrzeughersteller und den allgemeinen Maschinenbau in aller Welt, ein großer Teil davon als Sondermaschinen. Zum Teilespektrum dieser Maschinen gehören LKW-Vorder- und Hinterachsen, Fahrgestell-Längsträger, Hubmastprofile, Baggerrahmen, Kranbalken und Eisenbahn-Drehgestellrahmen, die auf Unisign-Maschinen oft in einer Aufspannung gefertigt werden. Die Bearbeitungslänge der Maschinen geht – angesichts dieser Werkstücke verständlich – oft über 25 m hinaus. Auf Unisign-Bearbeitungszentren werden unter anderem Pumpen- und Ventile für die Öl- und Gasindustrie und anspruchsvolle Komponenten für Energieanlagen wie Turbinen oder Windkraftanlagen bearbeitet.
Innovative Technologien spielen bei Unisign schon immer eine wichtige Rolle. Diese Tradition führt Paul van Ruth fort, der das Unternehmen seit 2008 in zweiter Generation führt. Im Unisign Technology Center werden in einer eigenen Forschungs- und Entwicklungsabteilung kontinuierlich neue Maschinenkonzepte entwickelt, die Lösungen für spezielle Bearbeitungsproblematiken bieten. Dort werden in der Produktions- und Montagehalle auch Probebearbeitungen für Kunden vorgenommen.
„Wir können hier eindrucksvoll demonstrieren, was unsere Maschinen können“, sagt Operations Manager Paul Lennaerts, der Konstruktion, Fertigung, Einkauf und Montage verantwortet. Der Maschinenbauingenieur ist seit 1991 im Unternehmen und hat zu Beginn lange im Kundendienst gearbeitet. „Wir zeigen den Kunden, wie unsere Maschinen die Produktivität in einer Fertigung steigern können“, führt Lennaerts aus und ergänzt: „In unserer eigenen Fertigung bearbeiten wir die Komponenten für unsere Maschinen natürlich hauptsächlich auf Unisign-Maschinen, zumindest was die Prozesse Drehen, Fräsen und Bohren anbelangt. Für andere Bearbeitungen greifen wir auf Maschinen von Herstellern zurück, deren Qualitätsbewusstsein dem unseren gleicht,wie wir es beispielsweise bei der Firma Kellenberger erleben.“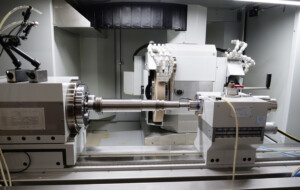
Blick in den großzügig dimensionierten Arbeitsraum der KELLENBERGER 1000
Für Schleifbearbeitungen an hochgenauen Teilen wie Zugstangen, Dorne und Distanzringe wurde bereits 2003 eine Kellenberger KEL-VARIA (das Vorgängermodell der Premium-Baureihe KELLENBERGER 1000) mit Heidenhain-Steuerung gekauft. Das Leistungsspektrum dieser Maschinen orientiert sich an den hohen Anforderungen der Präzisionsfertigung von Prototypen sowie Klein- und Mittelserien. Ein massiver Maschinentisch mit verstärktem Maschinenbett bringt eine sehr hohe statische und dynamische Steifigkeit und Stabilität, beides ausschlaggebende Faktoren für höchste Bearbeitungs- und Oberflächenqualität, hohe Präzision und große Produktivität.
2021 erfolgte zum einen aus Kapazitätsgründen, zum anderen aufgrund der wachsenden Leistungsanforderungen die Anschaffung einer weiteren Kellenberger-Schleifmaschine, einer KELLENBERGER 1000. Beratend tätig war in diesem Fall René van der Peet von der Vertriebsgesellschaft BMT Machine Tools BV, die seit Jahren in den Niederlanden die zum US-amerikanischen Hardinge-Konzern gehörenden Marken Kellenberger, Hardinge und Bridgeport vertritt. Er begleitete den Auswahlprozess für die neue Maschine sachkundig. „Wir wägen bei einem Maschinenkauf alle Parameter sehr genau ab und überlassen nichts dem Zufall“, sagt Paul Lennaerts. „Unsere Werkstücke sind in Größe und Bearbeitungsart sehr unterschiedlich und wir bearbeiten hauptsächlich kleine Serien und Einzelteile, d.h. die Maschine muss sehr flexibel einsetzbar sein, dazu eine hohe Produktions- und Prozesssicherheit gewährleisten.“

René van der Peet (BMT), Paul Lennaerts und Jan Litjens (beide Unisign) vor der KELLENBERGER 1000
Die KELLENBERGER 1000 ist mit hydrostatischen Führungen in allen Hauptachsen für höchste Formgenauigkeiten bei Schleifaufgaben mit interpolierenden Achsen ausgestattet. Die CNC-gesteuerte B-Achse für den Schleifkopf ist hydrostatisch und damit verschleißfrei gelagert. Sie hat einen Direktantrieb mit wassergekühltem High-Torque-Motor und Winkelmessgerät mit 0.1″ Auflösung. Der Revolver-Schleifkopf schwenkt damit etwa drei Mal schneller und positioniert mit einer Genauigkeit von weniger als einer Winkelsekunde. Besonders dann, wenn die Bearbeitung das Einschwenken verschiedener Schleifscheiben erfordert, senkt dies die Nebenzeiten und steigert damit die Produktivität.
Aus den für die KELLENBERGER 1000 optional erhältlichen Spitzenweiten von 1.000/1.600 mm und Spitzenhöhen von 200/250 und 300 mm entschied man sich für eine Maschine mit 1.600 mm Spitzenweite und Spitzenhöhe 250 mm. „Auch unsere alte Kellenberger hat diese Abmessungen. Wir nutzen beim Schleifen von langen Dornen den Arbeitsraum voll aus,“ sagt Paul Lennaerts. Von den über 30 unterschiedlichen Schleifkopfvarianten mit Außen- und Innenschleifspindeln, die für die KELLENBERGER 1000 im Standard verfügbar sind und jeden Bearbeitungsbedarf abdecken, wählte man bei Unisign die Schleifkopfanordnung UR 1-6-7 mit einer Außenschleifspindel und zwei Schnellfrequenz-Innenschleifspindeln mit Drehzahlen von max. 42.000 min-1 bzw. 60.000 min-1.
Der Kauf der KELLENBERGER 1000 wurde mit diversen Schleifversuchen im Kellenberger-Werk in St. Gallen gut vorbereitet. Zu den Abnahmeteilen gehörten unter anderem Capto C8-Aufnahmen. Diese Aufnahmen gehören zu den Teilen, die Unisign im eigenen Haus fertigt. Das erforderliche Schleif-Know-how für die Capto-Aufnahmen wurde nach den Schleifversuchen von Kellenberger mit der Maschine mitgeliefert. „Das hat uns zu Beginn sehr geholfen“, sagt Paul Lennaerts. „Auch AVN, unser Partner für Schleifmittel, hat sich in der Sache sehr eingebracht.“
Der gelernte Schleifer Jan Litjens bedient die KEL-VARIA und die KELLENBERGER 1000.
Beide sind mit einer Heidenhain-Steuerung und Kellenberger-Software ausgestattet.
Die KELLENBERGER 1000 ist mit einer Heidenhain GRINDplus640-Steuerung und der Kellenberger RED Solution Software ausgestattet, die einen GRAPHIC Guide zur Programmerstellung auf Basis von 2D-Bauteilzeichnungen inkl. DXF-Import beinhaltet, sowie Unterstützung durch Formular- und Technologie-Editor und die Programmablaufvisualisierung ICON-Guide für freie Programmgestaltung auf ISO-Basis. Letzterer wird zum Unrund- sowie Profilschleifen (z.B. Gewinde) benötigt. Außerdem entschied man sich für das Modul Unrundschleifen von Heidenhain.

Die KELLENBERGER 1000 verfügt über hydrostatische Führungen in allen Hauptachsen für höchste Formgenauigkeiten bei Schleifaufgaben mit interpolierenden Achsen.
„Wir sind sehr zufrieden mit der neuen Maschine“, resümiert Paul Lennaerts. „Sie hat uns die geforderte Leistungssteigerung gebracht. Und auch mit dem Kellenberger-Maschinenservice, der mit einem Standort in den Niederlanden kurze Wege hat. Wir haben uns außerdem für das Ferndiagnosemodul mit integrierter IT-Security entschieden, über das kleinere Störfälle behoben werden können. Insgesamt ist Kellenberger für uns nicht nur ein Maschinenlieferant, sondern auch ein guter Berater für Fertigungsprozesse im Bereich Schleifen.“
Das Unternehmen Kellenberger ist inzwischen vom Stammhaus in St. Gallen nach Goldach am Bodensee gezogen. Bei der Gelegenheit hat man auch die zu Kellenberger gehörenden Marken Voumard und Hauser sowie das Applikationszentrum aus Studen an den neuen Standort geholt. In der großen, modernen Produktionshalle hat vor kurzem ein Unisign-Portalfräszentrum UNIPORT 6000-P für die Bearbeitung von großen Bauteilen für Kellenberger-Maschinen die Arbeit aufgenommen.