
Hardinge T 系列车削中心和 T 系列超精密车削中心为高精度、高性能车削设定了标准,使前所未有的零件质量和生产能力成为现实。T 系列机床的设计旨在超越您的期望,是高精度两轴加工或复杂多任务操作(要求高精度和精细工件处理)以及一次装夹完成工件的理想之选。机床套件预配置了我们最受欢迎的功能,因此您可以选择合适的机床配置,以最高效、最有利的方式生产零件。
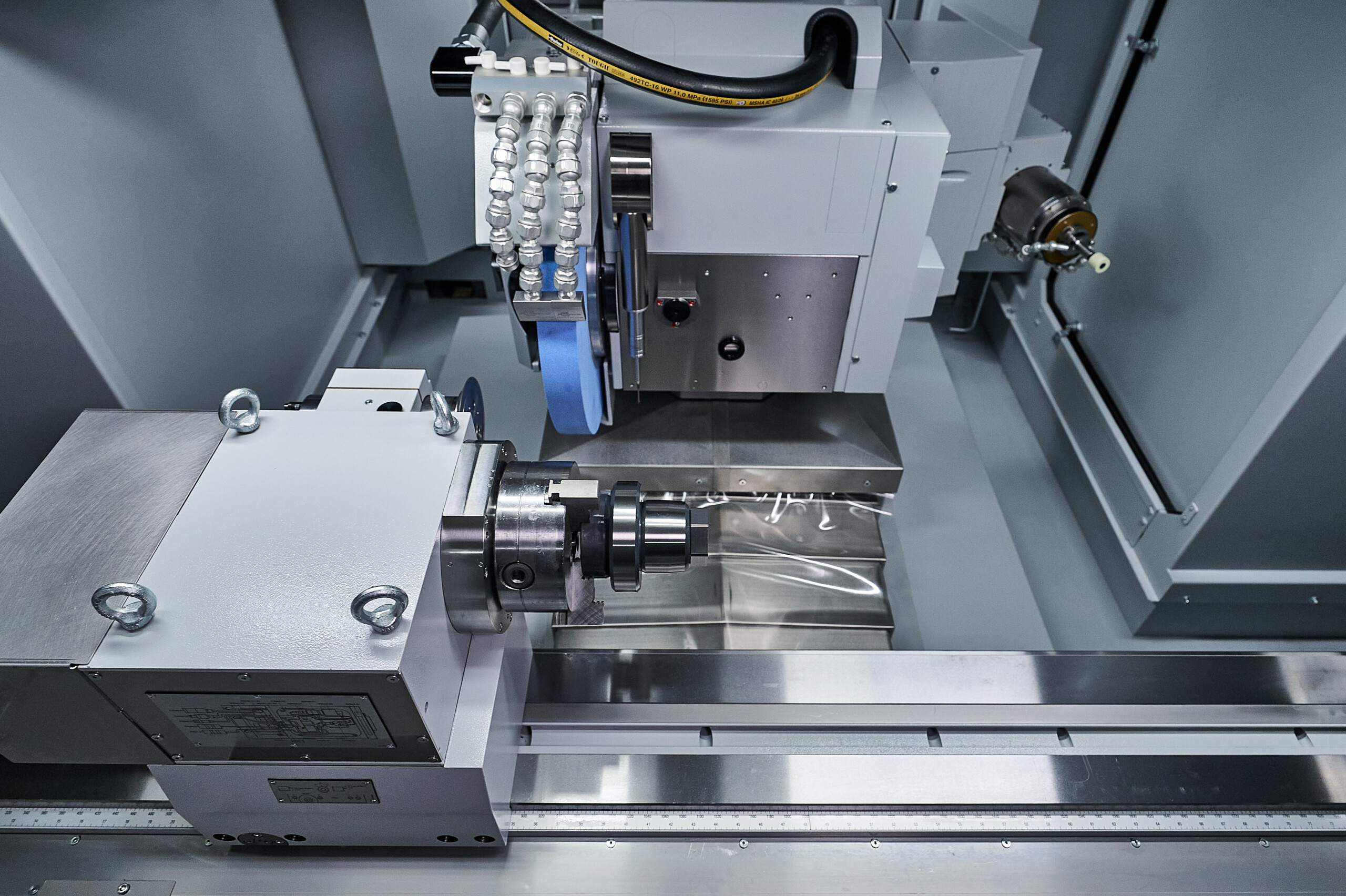
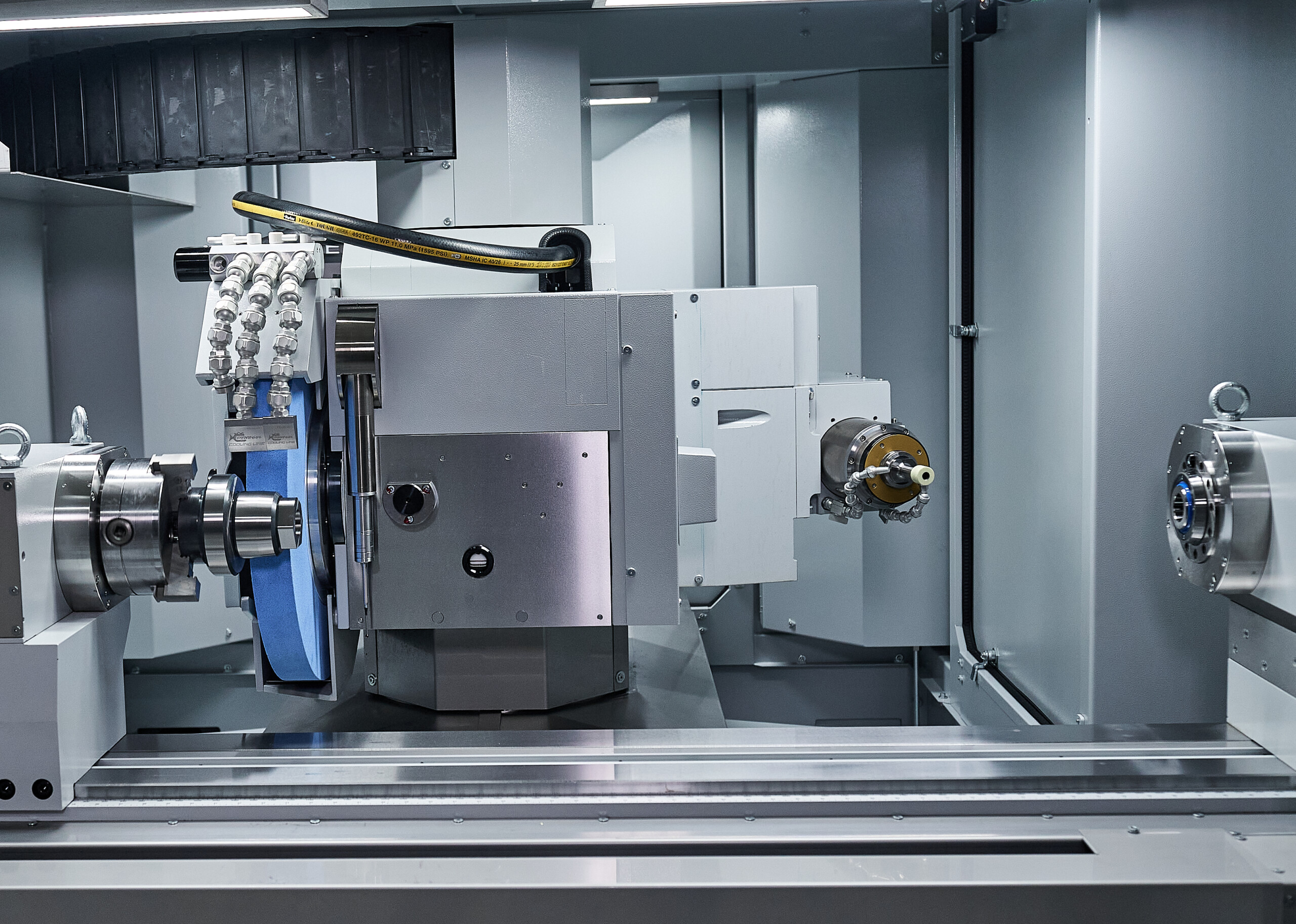
KELLENBERGER Hard Turning
0.2μ 或更高的表面质量
通过 FEA(有限元分析)技术验证的高机床刚性
主轴和驱动电机的动态平衡
无可争议的市场领导者,为最苛刻的工作提供超高精度
功能和选项
SUPER-PRECISION 集最佳实践、设计和制造于一体,将硬件和软件集成到机床中,为生产车削中心提供最高级别的精度,在当今市场上需要最少的人工干预。
重要特征
- 通过 FEA(有限元分析)技术验证的高机床刚性
- 0.2 μ 或更高的表面质量
- 圆形检测,实现最高几何精度
- 主轴和驱动电机的动态平衡
- 集成式环绕主轴电机技术,无需使用皮带
- 协调的高精度主轴轴承
- 能够在短时间预热后将总直径偏差保持在 3 μ 以内
- 轴重复精度高达 0.76 μ
- 控制分辨率为 0.1 μ 的稳健控制/电机/驱动软件包
- 高精度数字线性玻璃秤
控制系统和软件
FANUC 31i TB – 获得控制功能
- 刀具偏置与几何形状/磨损 (99) (XYZR)
- 根据 G 代码选择英制/公制
- 内存扩展 64 千字节(160 米)
- 绝对/增量编程
- 警报显示
- 设置自动坐标系
- 背景处理
- 跳过区块
- 固定循环(车削/钻孔)
- 倒角/角半径
- 通过 R 编程进行循环插值
- 恒定切割速度编程
- 连续螺纹切割
- 设置坐标系 (G50)
- 用户自定义宏 B
- 小数点编程
- 直径/半径编程
- 使用直接图纸尺寸标注进行编程
- 显示位置、程序和警报历史记录
- 以太网功能
- 高级部件程序编辑(复制/替换)
- 外部工件编号搜索
- 灵活归位
- 螺旋插补(所有 M S 型号)
- 帮助屏幕
- 输入修正值 (G10)
- 插值(线性/圆形)
- 试运行
- 带全彩显示屏的手册指南 i
- 节目编号搜索
- 输入可编程参数
- 前往参考点
- 计划管理 (1000)
- 无补偿卡盘攻丝 – 所有主轴
- 工件计数器
- 自我诊断功能
- 主轴方向(1 度)
- 主轴同步(所有 S 型)
- 序列号搜索
- 单块操作
- 跳过功能 G31
- 旅行距离测试 2 和 3
- 直线度补偿
- 子程序调用(10 倍嵌套)
- 精度补偿
- 刀头半径补偿
- 工件坐标系(G52-G59)
- 计划保护
主要功能
- 夹头主轴的优点
- 弹簧夹头直接安装在 Hardinge 主轴上
- 将最大刚度和夹紧力传递给工件
- 最大限度地利用速度
- 主轴重量最小
- 主轴轴承的悬垂最小,确保主轴精度直接传递到工件上
- 最佳 T.I.R.
- 工件正上方的夹紧力
- 出色的公差和表面光洁度
- 尽可能发挥机器的最大加工能力
- 刀具寿命更长
- 快速转换
从动刀具从动刀柄的起始转速为 8,000 rpm,在需要高速时,可选择 2:1 或 4:1 的传动比,最高可达 32,000 rpm。Hardinge 的 BMT 从动刀柄具有极佳的同心度,同心度在 3 μ 以内,是业内最佳的刀具系统之一。
技术数据
T-42
T-51
T-65
主轴鼻端
A2-5 / 16C
A2-6 / 20C
A2-6 / 25C
主轴孔
48 毫米
60.4 毫米
75 毫米
最大 速度
每分钟 6,000 转
5,000 转/分钟
每分钟 4,000 转
最大 额定功率(续)
11 千瓦
15 千瓦
26 千瓦
三爪卡盘尺寸
150 毫米
200 毫米
250 毫米
最大 回转直径(BMT)
239 毫米
313.7 毫米
313.7 毫米
最大 回转直径(T 型)
327.7 毫米
387.2 毫米
387.2 毫米
最大 杆式扩散器
42 毫米
51 毫米
65 毫米
炮塔站数量(BMT)
16 个车站(BMT 45)
12 个车站(BMT 55)
12 个车站(BMT 55)
数控系统
发那科 31i
发那科 31i
发那科 31i
机器重量(约) 安装面积(长 x 深 x 高)
5,940 千克 2,489.2 毫米 x 2,165 毫米 x 2,089 毫米
7,800 千克 3,257 毫米 x 2,312.4 毫米 x 2,123 毫米
7,800 千克 3,257 毫米 x 2,312.4 毫米 x 2,123 毫米
产品专业知识



查询
我对 KELLENBERGER 机器感兴趣


