

50 年来,荷兰龙门铣床和加工中心制造商 Unisign 一直在实现机床概念,以建设性的方式满足特殊加工要求。超过 80% 的内部生产深度确保了公司内部的技术诀窍。除其他外,所有要求高精度的工件都在公司内部生产。在磨削领域,公司依靠瑞士磨床专家克林伯格。
整整 50 年前,当巴特-范鲁斯成立自己的设计室时,他的目标是找到提高生产率的技术解决方案。他开发的第一款自己的产品–带有固定床身的立式立柱移动数控钻床,尤其在德国市场取得了成功。1988 年,第一台用于工件五面加工的龙门铣床问世。
如今,Unisign 龙门加工机床、滑柱加工机床和多任务加工中心被世界各地的物流和能源公司、商用车辆制造商和通用工程公司所采用,其中很大一部分是专用机床。在这些机床上加工的零件包括卡车前后车轴、底盘侧轨、升降机桅杆型材、挖掘机框架、起重机横梁和铁路转向架框架,这些零件通常在 Unisign 机床上一次装夹完成。机床的加工长度通常超过 25 米–考虑到这些工件,这是可以理解的。此外,Unisign 加工中心还加工石油和天然气工业用的泵和阀门以及涡轮机或风力发电厂等能源设备的精密部件。
创新技术在 Unisign 一直发挥着重要作用。保罗-范鲁斯(Paul van Ruth)继承了这一传统,自 2008 年起成为公司的第二代管理者。Unisign 技术中心设有一个研发部门,不断开发新的机床概念,为特殊加工问题提供解决方案。生产和装配车间也设在这里,经常用于为客户进行试加工。
“负责设计、生产、采购和装配的运营经理 Paul Lennaerts 说:”在这里,我们可以令人印象深刻地展示我们机器的性能。这位机械工程师自 1991 年起就一直在公司工作,最初曾长期从事客户服务工作。Lennaerts 继续说道:”我们向客户展示我们的机床如何提高生产效率,”他补充道,”在我们自己的生产中,我们主要在 Unisign 机床上制造机床部件,至少在车、铣和钻加工过程中是这样。对于其他加工操作,我们使用质量意识与我们相似的制造商的机床,例如我们在克林伯格公司的经验”。
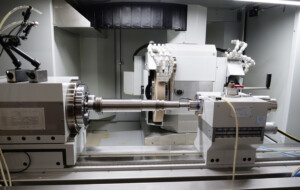
查看克林伯格 K1000 的宽敞工作区
为了对拉杆、芯轴和间隔环等高精度零件进行磨削加工,早在 2003 年就购买了一台配备海德汉控制装置的克林伯格 KEL-VARIA(高级 KELLENBERGER K1000 系列的前身)。这些机床的性能可满足原型和中小批量生产的高精度要求。带有加强型床身的坚固机床工作台具有极高的静态和动态刚度和稳定性,这是实现最高加工和表面质量、高精度和高生产率的决定性因素。
2021 年,又购买了一台克林伯格磨床 KELLENBERGER K1000,一方面是出于产能的考虑,另一方面也是由于性能要求的不断提高。销售公司 BMT Machine Tools BV 多年来一直在荷兰代理美国 Hardinge 集团旗下的 Kellenberger、Hardinge 品牌,该公司的 René van der Peet 担任了此案的专家顾问。他为新机床的选型过程提供了专业指导。”Paul Lennaerts 说:”在购买机器时,我们会仔细权衡所有参数,不放过任何机会。”我们的工件在尺寸和加工类型上差别很大,而且我们主要加工小批量和单个零件,这意味着机床必须非常灵活,同时还要确保高生产和加工可靠性”。

René van der Peet(BMT)、Paul Lennaerts 和 Jan Litjens(均为 Unisign)在克林伯格 K1000 前合影
克林伯格 K1000 磨床的所有主轴都配备了静压导轨,可在使用插补轴执行磨削任务时实现最高的形状精度。用于磨削头的数控 B 轴为静压导轨,因此无磨损。它由水冷高扭矩电机和分辨率为 0.1 英寸的角度编码器直接驱动。因此,转塔磨削头的旋转速度快三倍,定位精度小于一角秒。这就减少了非生产时间,提高了生产率,尤其是在需要旋转不同砂轮的加工情况下。
根据克林伯格 K1000 的中心宽度为 1,000/1,600 毫米、中心高度为 200/250 和 300 毫米的可选配置,他们决定采用中心宽度为 1,600 毫米、中心高度为 250 毫米的机床。”KEL-VARIA 也具有这些尺寸。在磨削长心轴时,我们充分利用了工作空间,”Paul Lennaerts 说。克林伯格 K1000 标准配置有 30 多种带外圆和内圆磨削主轴的磨削头,可满足各种加工要求,Unisign 选择了 UR 1-6-7 型磨削头,该磨削头带有一个外圆磨削主轴和两个高频内圆磨削主轴,最高转速分别为 42,000 rpm 和 60,000 rpm。分别为 42,000 rpm 和 60,000 rpm。
购买克林伯格 K1000 时,在圣加仑的克林伯格工厂进行了各种磨削测试,做好了充分准备。验收零件包括 Capto C8 插座。这些托架是 Unisign 自行生产的部件之一。在磨削测试之后,克林伯格随机床一起提供了 Capto 刀柄所需的磨削技术诀窍。”Paul Lennaerts 说:”这在一开始帮了我们大忙。”我们的磨料合作伙伴 AVN 也非常积极地参与了此事”。
Jan Litjens 是一名训练有素的磨床操作员,他操作的是 KEL-VARIA 和 KELLENBERGER K1000。
,两者都配备了海德汉控制器和克林伯格软件。
克林伯格 K1000 配有 Heidenhain GRINDplus640 控制器和 Kellenberger RED Solution 软件,其中包括用于根据二维零件图(包括 DXF 导入)创建程序的 GRAPHIC Guide,以及用于根据 ISO 自由设计程序的形式和技术编辑器和程序序列可视化 ICON-Guide 支持。后者适用于非圆磨削和成型磨削(如螺纹)。此外,还购买了 Heidenhain 非圆磨削模块。
“我们对新机器非常满意”,Paul Lennaerts 总结道。”它为我们带来了所需的性能提升。我们还非常感谢克林伯格的机器服务,因为它位于荷兰,距离很短。此外,我们还选择了集成 IT 安全功能的远程诊断模块,用于解决小故障。总之,克林伯格不仅是我们的机床供应商,也是磨削领域生产工艺的好顾问”。
克林伯格公司现已从以前的圣加仑总部迁至博登湖畔的戈尔达赫。此次,克林伯格旗下的 Voumard 和 Hauser 品牌以及 Studen 的应用中心也迁至新址。在现代化的大型生产车间内,用于加工克林伯格机床大型部件的 Unisign UNIPORT 6000-P 龙门铣削中心最近已开始工作。


