
创业总是需要承担一定的风险。”这就像一场摩托车比赛。如果你不想冒任何风险,你就可能错失获胜的机会。”GRT-Tech 首席执行官兰迪-格弗斯(Randy Gevers)有着坚定的蓝眼睛和胜利的微笑。他不言而喻,你还需要大量的毅力、技术敏锐度和激情。
热衷于打磨的兰迪-格弗斯(Randy Gevers)深谙此道:在创立自己的 GRT-Tech 公司之前,他在摩托车比赛中取得了多年的成功。但他的成功故事并不是从他自己开始的,而是从他的父亲安通-格弗斯(Antoon Gevers)开始的,他不仅向儿子灌输了对发动机和技术的热情,还灌输了对金属加工的热情,尤其是对磨削的热情。安通-格弗斯堪称磨床大师。在他 50 年的工作生涯中,他对每台机器的每一个微米都精益求精,帮助他所服务的公司在这一领域取得了成功。1980 年,CD 印刷机模具的开发彻底巩固了安通-格弗斯在磨削领域的声誉。

高品质是他们的标志:安通和兰迪-格弗斯对此深表赞同:“我们都喜欢从事高水平的精密工程工作”。
在一家公司做了多年磨床工后,2016 年,随着父亲的提前退休,Gevers 家族毅然决然地开始自己创业。兰迪-格弗斯购买的第一台机器是一台传统磨床,随后很快又购买了其他机器。恰如其分的是,第一批客户来自 KTM 世界,因为 Gevers 家族通过赛车建立了庞大的网络。他们的前雇主很快也开始提供合同制造订单。
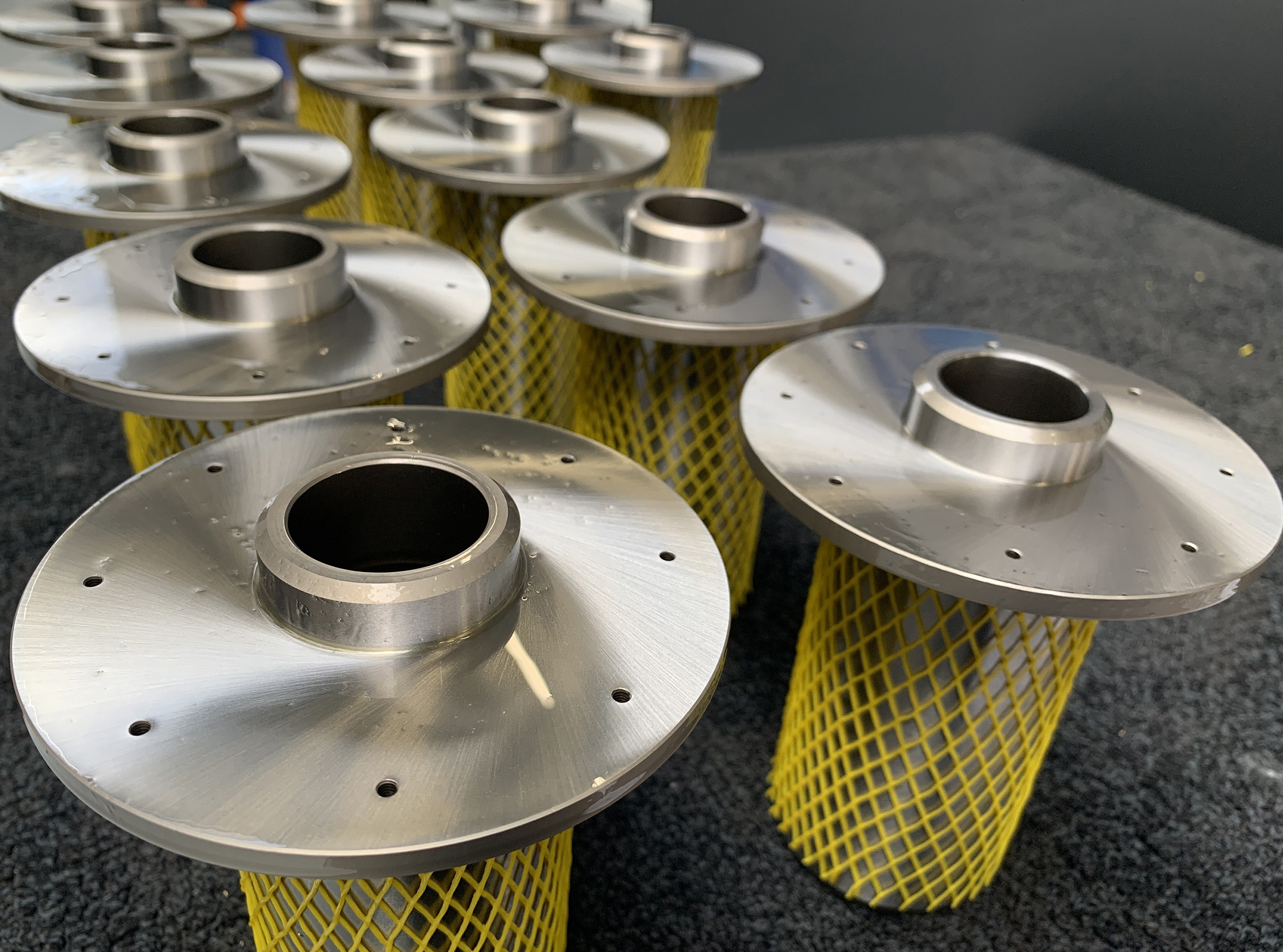
如今,来自航空航天、医疗技术、工具和模具制造以及包装行业的客户都信赖 Gevers,海军、豪华游艇制造商等也是如此。半导体行业的供应商也是 GRT-Tech 的客户。”兰迪-格弗斯说:”从理论上讲,我们可以单独生存。”但一家公司不应该相互依赖。归根结底,正是零件的多样性使这项工作如此吸引人”。GRT-Tech 使用的材料范围从钢、各种不锈钢、黄铜、铜到陶瓷和塑料。通常情况下,公司会小批量生产多达 50 件左右的零件,但也会生产单个零件和原型。安通-格弗斯经常根据自己的经验为客户生产摩托车和老爷车的特殊部件。
兰迪-格弗斯很快意识到,加工复杂工件(如工具和模具制造或医疗技术中使用的工件)很快就会达到传统磨床的极限。因此,在 2018 年搬到现址后,他购买了一台功能强大的二手克林伯格 KEL-VARIA 数控万能外圆磨床。”从一开始,我们就接到了很多磨削复杂工件的请求,”兰迪说。”但我们只能接受其中的 10% 左右。我不能也不想再这样下去了”。选择克林伯格磨床的决定并不困难。安通和兰迪-格弗斯在他们的前雇主处工作时就了解并重视这些机床。
KEL-VARIA 是当今高级 KELLENBERGER K1000 系列的前身,与 KELLENBERGER K1000 一样,代表着最高的加工和表面质量。它的高静态和动态刚性和稳定性是实现高精度和高生产率的关键因素。所有主轴的静压导轨确保了插补轴磨削任务的最高尺寸精度。B 轴采用直接驱动。这使得转塔磨削头的旋转速度提高了约三倍,定位精度小于 1 弧秒。这就减少了非生产时间,从而提高了生产率,尤其是在需要旋转不同砂轮的加工情况下。
由于取得了良好的经验,另一台克林伯格磨床很快就来到了 Heeswijk-Dinther,这是一台通用内外圆磨床 KELLENBERGER K100。

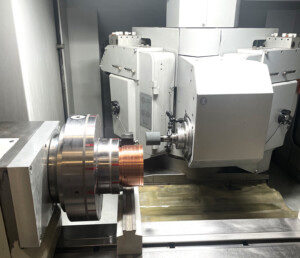
René van der Peet(克林伯格)与 Randy Gevers 一起配置 KELLENBERGER K100
克林伯格 K100 磨床的中心距为 1,000/600 mm,中心高为 200 mm,可加工重达 150 kg 的工件。砂轮的高驱动力确保了生产率的提高,而新开发的 Z 导轨则确保了高轮廓精度。直接驱动的 C 轴可提高非圆磨削的精度。机床的技术亮点包括:创新的紧凑型磨头(10 种磨头类型、11.5 kW 驱动功率、500 mm 砂轮、最高 63 m/s、用于内圆磨削的高频主轴,包括对角线和串联布置)、具有三个刀具和一个测量位置的无碰撞万能磨头,以及可提高测量精度的新型无旋转机构测头布置。
Randy Gevers 选择了总长度更长的 1,000 毫米磨床,以提高工件尺寸的灵活性,同时还选择了带有两个外圆磨削主轴、一个内圆磨削主轴和一个触觉测量头的磨削头变体。高频主轴的转速范围为 6,000 至 40,000 rpm,配有内部冷却液供应装置。机床配备了 Fanuc 31i 数控系统,相应的软件来自克林伯格。”机器的高精度和可靠性令我着迷。再加上我多年的经验,最终为客户带来了不同。”兰迪-格弗斯笑着补充道:”他笑着补充道:”机器无法完成就如何以最佳方式加工工件提供建议的工作。
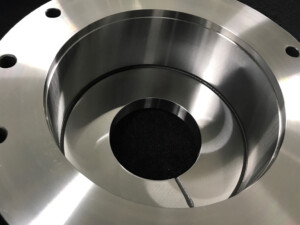
对材料组合有问题的工件进行内圆磨削
挑战性工件是我们日常业务的一部分,例如目前正在加工的一个由铜和铸铁组合而成的部件。要求的粗糙度为< 0.15 µm。”兰迪-格弗斯解释说:”我们也可以达到 0.05 微米,但在这种应用中没有必要。然而:”铸铁是一种多孔的脆性材料,磨石很快就会堵塞,因此必须不断修整,但修整频率不能太高。从根本上说,就是要找到正确的平衡点。磨床经验越丰富,灵敏度越高,最终加工出的工件就越精确。顺便提一下,由于材料组合以及车削、铣削和电火花加工等上游工序,这样做的成本非常高。因此,磨削工艺必须在第一次就做到完美无缺”。

卡普托夹头的非圆形磨削
“兰迪-格弗斯说:”工件越复杂,精度要求越高,我就越有动力去完善它。他喜欢挑战。只是不再是在赛道上,而是在他的机器上。为了客户的利益!

各行各业的工件种类繁多,工作令人兴奋


